咨詢熱線
17521380991
17521380991



產品分類
Product classification相關文章
RELATED ARTICLES詳細介紹
PipeWIZARD自動環焊縫檢測系統(AUT)是一款使用相控陣和常規超聲技術的自動環焊縫檢測系統(AUT)。這款設備專門為在陸上、海上的環境中進行現場焊縫到焊縫檢測而設計。
PipeWIZARD自動環焊縫檢測系統(AUT)的地下或海底管線傳輸大量的天然氣、石油、水及其他化學物品,在的經濟中起到舉足輕重的作用。管道在現場通常采用自動焊接系統以環焊方式對接。在管線建造過程中,由于焊縫處通常會出現缺陷,因而焊縫成為管線上的"弱點"。需對管道的焊縫進行無損檢測、涂漆后,再將其埋到地下或置于海底。由于對施工周期要求嚴格,因此需對焊縫進行快速的缺陷檢測及分析。
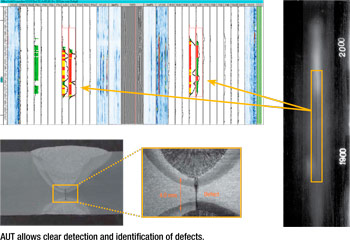
近年來,自動超聲檢測(AUT)技術已開始取代了傳統的射線成像術,成為世界上管線焊縫檢測方法。射線成像技術具有明顯的局限性:面缺陷檢測的效果不好、無垂直定量缺陷的性能、具有安全方面及環境污染方面的隱患。
自動超聲檢測的優勢:
無輻射危害、無化學污染、無需得到許可。
檢測周期極短,提高了生產率。
檢測及定量精確性更高,降低了次品率。
使用工程臨界評估(ECA)驗收標準對缺陷指示的垂直高度和深度進行測量,降低了次品率。
通過智能輸出顯示進行實時分析。
提供與電子支持相關的數據和檢測報告。
更好地控制焊接過程,降低了次品率。
早期的自動超聲檢測系統使用帶有多個常規超聲探頭的多探頭系統進行檢測。十年以前,相控陣系統問世。相控陣技術使用電子控制聲束成形的原理,生成和接收超聲波。相控陣技術分別對陣列中的每個晶片延時發射激勵脈沖,從而可創建許多聲束角度及聚焦距離。
相控陣技術相比常規多探頭系統更具優勢:
一般來說,兩個相控陣探頭可替代至少24個常規探頭。
相控陣設置通過導入文件發揮作用,而無需分別調整每個探頭的位置。
通過在軟件中設置適當的參數,對相控陣聲束的角度、焦點、UT聲程、聲束寬度進行優化,從而提高了定量的精確性。
相控陣系統相比對等的常規多探頭系統,少了80%的移動部件,從而提高了掃查過程的穩定性及檢測結果的可靠性。
相控陣掃查器相比常規多探頭掃查器,體積更小,重量更輕。因此相控陣掃查器更容易操控,而且對焊縫兩邊涂層的磨損也會降低。
相控陣系統可以檢測幾乎各種焊縫結構,而常規多探頭系統則受限于管壁厚度和管道直徑。
利用相控陣電子掃查技術,用戶可以自行定制焊縫檢測,包括多角度TOFD、高級成像、高分辨率檢測等。
相控陣:
完整覆蓋只需使用2個探頭

常規UT技術:
完整覆蓋需使用24個以上的探頭
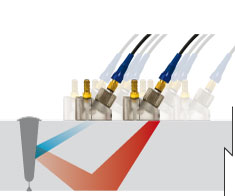
圖中顯示一個區域的檢測情況。 相控陣技術使用一個探頭可同時檢測所有區域。
相控陣技術使用置于焊縫一側的探頭可覆蓋整個焊縫區域。
插圖顯示的是一個區域的檢測情況。使用常規UT技術,需要多個探頭才可覆蓋所有區域。
1998年, ASTM(美國實驗與材料協會)發布了E-1961-98規范(2003年,重新通過)。該規范涉及了環焊縫自動超聲檢測的主要方面:分區、快速數據判讀、校準試塊,以及配置步驟。E-1961規范的目的是用于工程臨界評估(ECA)。1999年,美國石油學會(API)發布了第19版1104標準,其中涉及了環焊縫的機械超聲檢測和攝像成像技術檢測。
使用PipeWIZARD進行的檢測均符合ASTM E-1961規范,由此推斷,也符合API 1104標準。此外,這些檢測還符合海上自動超聲檢測規范:DNV-OS-F101標準。
公司的技術指標可能會高于這些規范,通常是為了提高定量的精確性或達到更好的分辨率。
設計PipeWIZARD系統的一個重要目標是可以在惡劣的環境中操作這個系統。無論在寒冷的西伯利亞地區,還是在炎熱的中東沙漠,也無論工作環境潮濕、多鹽,還是干旱,PipeWIZARD系統均能良好運轉。已經對PipeWIZARD系統進行了大量的測試,以確保PipeWIZARD系統具有防振動、防撞擊及防電磁干擾的能力。
PipeWIZARD系統適用于各種結構的環焊縫檢測:
各種焊縫坡口類型:CRC-Evans坡口、J形坡口、V形坡口、雙V形坡口、X形坡口等。
典型的管道壁厚:6毫米(0.25英寸)~多于35毫米(1.4英寸)
還有用于更厚管壁的選項。
典型的管道直徑:152毫米(6英寸)~多于1422毫米(56英寸)
還有用于更小管道直徑的選項。
管道材料:標準碳鋼材料,以及復雜的材料配置,如:各種壁厚的鉻鎳鐵合金、包覆管道、無縫管道等。
探測出的典型缺陷為未融合、未焊透、氣孔、焊穿、咬邊、過低、裂縫、冷隔、夾雜物等。
檢測周期所用時間根據焊縫類型、管道直徑、位置及環境等因素為2分鐘到6分鐘不等。
產品咨詢


 公司地址:上海市奉賢區正博路1881號13幢1層
公司地址:上海市奉賢區正博路1881號13幢1層 公司郵箱:Arvin@jh-ndt.cn
公司郵箱:Arvin@jh-ndt.cn 公司傳真:021-61484576
公司傳真:021-61484576 在線咨詢
在線咨詢
